







产品介绍:
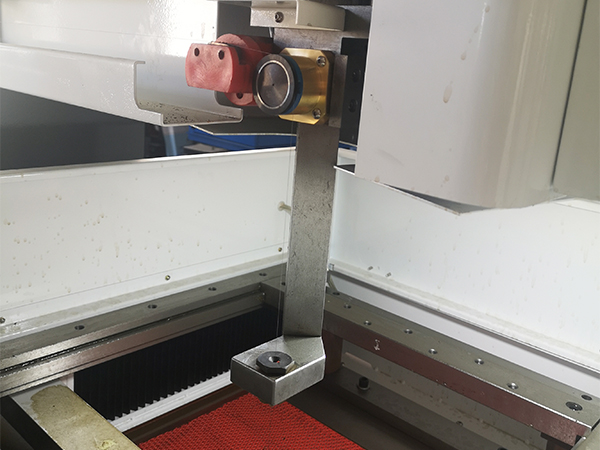
中走丝是电火花线切割机床的一种,工作原理是利用连续移动的钼丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。中走丝是快走丝的升级产品,可以理解为:能多次切割的快走丝,但它的加工切割速度并不比快走丝慢,反而要高于快走丝,只有在多次切割的过程中才降低切割速度已达到切割的效果,此时计算的是平均效率,并不是最高效率,而加工的质量也趋于慢走丝。走丝速度由系统自动控制,可以根据需要进行调节。
机床特点:
1. 可实现多次切割。多次切割对机床的机械精度、重复定位精度、运丝系统的稳定性、脉冲电源的性能、工作液的电导率以及多次切割的工艺数据库等的要求远远高于普通机床的要求。
2. 脉冲电源有所突破。为实现多次切割而又保证加工效率,必须提高在粗加工时的切割速度,这需要脉冲电源的密切配合。为此,根据电力电子技术的发展,将脉冲电源进行了改进,并取消了限流电阻,这样一来,既提高了脉冲电源性能,又节约了能源。
3.中走丝线切割多采用工业PC机构成一体化的编程控制系统,结合工艺数据库,系统能提供最佳加工条件,以达到高速加工、保证质量、简化操作的目的。
4.机床电路为满足各次切割的不同要求,电极丝运丝速度要求可进行调节,采用交流变频调速是常用的方式。
5.机床机械精度的提高及其他为保证多次切割的效果,机床必须有较高的重复定位精度,这对床身、导轨等都有一定的要求。采取的措施包括:设计合适的结构、选用合适的材料、使用直线导轨,以及进给系统采用无间隙齿轮副或电机直拖消间隙等,以此来保持机床的精度和耐用性。
技术参数
整 |
| 设备型号 | 单位 | LK-800 |
机身 | 主机尺寸(长×宽×高) | mm | 2410*2060*2250 | |
设备总重量 | kg | 2800 | ||
工作台 | 工作台尺寸(宽×长) | mm | 1180*750 | |
行程 | X轴行程 | mm | 630 | |
Y轴行程 | mm | 800 | ||
Z轴行程 | mm | 300 | ||
数控电源 | 脉冲宽度 | us | 1-250 | |
运丝速度 | 档 | 0-3 | ||
切割次数 | 次 | 1-7 | ||
最小机械驱动当量 | um | 1 | ||
脉冲分辨率 | um | 0.4 | ||
加工能力 | 主轴行程(电动可调) | mm | 250 | |
最大切削斜度/工件厚度 |
| 6°~30°/80mm | ||
工作台最大承重 | kg | 1200 | ||
加工精度 | 定位精度X/Y | mm | ≤0.01 | |
重复定位精度X/Y | mm | ≤0.005 | ||
多刀切割精度 | mm | ≤0.005( 40mm,割一修二,材料SKD11或Cr12,HRC58) | ||
最佳表面粗糙度 | um | Ra≤1.0(材料SKD11或Cr12,HRC58)) | ||
加工效率 | 最大切割效率 | mm2∕min | 220 | |
常用切割效率 | mm2∕min | ≥140 | ||
最大加工电流 | A | 6-8 | ||
加工电源空载电压 | V | 100 | ||
消耗功率 | KW | ≤2.3 | ||
走丝系统 | 电极丝直径 | mm | ∮0.12-∮0.2 | |
丝筒走丝速度 |
| 变频调速 | ||
紧丝方式 |
| 双向自动紧丝 | ||
走丝速度 | m/s | 3-12 | ||
工作液槽 | 过滤精度 | um | <10 | |
过滤方式 |
| 慢走丝过滤方式 | ||
工作液 |
| 专用切割液 | ||
环境和电力 | 电力 |
| 380V±10% / 50/60Hz / 2kVA | |
温度 |
| 温度15-30℃ / 湿度40-80% | ||
气压 | kpa | 86-106kpa |





 苏公网安备32050702012104号
技术支持:仕德伟科技
网站地图
苏公网安备32050702012104号
技术支持:仕德伟科技
网站地图

